七大浪费识别与详解
“
面对微利时代的冲击,赚一块不如省一块,赚一分钱要看别人的脸色,省一分钱要看自己的角色。 ——郭台铭(富士康总裁,台湾首富) 浪费的定义
浪费的定义
一切不创造价值的活动,
换言之:不能够提高附加价值的部分。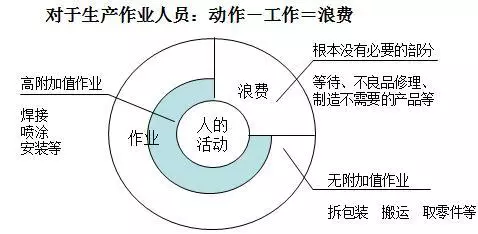
1
最大的浪费生产过剩的浪费
 生产过剩的表现形式“过量生产MUDA”会产生新的MUDA(二次的MUDA)① 材料、部品被提前吞吃;② 电、空气等能源的浪費;③ 货架与箱子的增加;④ 搬运者、运输的增加;⑤ 会把等待的浪费隐藏起来,掩盖稼动率不足的问题;⑥ 使先进先出的工作产生困难;⑦ 会造成库存空间的浪费;⑧ LEAD-TIME变长(在库增加)。到销售为止的时间变长(转换为钱的速度减慢即现金流减缓)生产过剩的发生原因过量生产的MUDA是所有MUDA产生的原因:① 对于机械故障、不良等的安心保证;② 错误的稼动率向上、外观的能率向上;③ 生产线停线是罪恶的想法;④作业员太多(没有按照TACT-TIME进行生产);⑤ 业务订单预测有误;⑥ 生产计划与统计错误。解决对策
生产过剩的表现形式“过量生产MUDA”会产生新的MUDA(二次的MUDA)① 材料、部品被提前吞吃;② 电、空气等能源的浪費;③ 货架与箱子的增加;④ 搬运者、运输的增加;⑤ 会把等待的浪费隐藏起来,掩盖稼动率不足的问题;⑥ 使先进先出的工作产生困难;⑦ 会造成库存空间的浪费;⑧ LEAD-TIME变长(在库增加)。到销售为止的时间变长(转换为钱的速度减慢即现金流减缓)生产过剩的发生原因过量生产的MUDA是所有MUDA产生的原因:① 对于机械故障、不良等的安心保证;② 错误的稼动率向上、外观的能率向上;③ 生产线停线是罪恶的想法;④作业员太多(没有按照TACT-TIME进行生产);⑤ 业务订单预测有误;⑥ 生产计划与统计错误。解决对策① 顾客为中心的弹性生产系统;② 单件流生产线;③ 看板管理的贯彻;④ 快速换线换模;⑤ 少人化的作业方式;⑥ 均衡化生产。
注意点① 设备余力并非一定是埋没成本;② 生产能力过剩时,应尽量先考
虑减少作业人员,但并非辞退人员,而是更合理、更有效率地应用人员。2
最恶的浪费库存的浪费
 库存浪费的表现形式① 不良品存在库房内待修;
② 设备能力不足所造成的安全库存;③ 换线时间太长造成每次大批量生产的浪费;④ 采购过多的物料变成库存。造成二次浪费:① 产生不必要的搬运、堆积、放置、找寻、防护处理等浪费的动作;② 使先进先出的作业困难;③ 损失利息及管理费用;④ 物品之使用价值会减低,变成呆滞品;⑤ 占用厂房、造成多余的工作场所、仓库建设投资的浪费;⑥ 造成无形的浪费。隐藏的问题点
库存浪费的表现形式① 不良品存在库房内待修;
② 设备能力不足所造成的安全库存;③ 换线时间太长造成每次大批量生产的浪费;④ 采购过多的物料变成库存。造成二次浪费:① 产生不必要的搬运、堆积、放置、找寻、防护处理等浪费的动作;② 使先进先出的作业困难;③ 损失利息及管理费用;④ 物品之使用价值会减低,变成呆滞品;⑤ 占用厂房、造成多余的工作场所、仓库建设投资的浪费;⑥ 造成无形的浪费。隐藏的问题点①
没有管理的紧张感;② 设备能力及人员需求误判;③
对场地需求的误判;④
产品品质变差的可能性;⑤
容易出现呆滞物料。库存浪费的发生原因 ① 视库存为当然;② 设备配置不当或设备能力差;③ 大批量生产,重视稼动时间;④ 物流混乱,呆滞物品未及时处理;⑤ 提早生产;⑥ 无计划生产;⑦ 客户需求信息未了解清楚。水量(在库量)低减,石头(问题)就显现出来
 解决对策
解决对策① 库存意识的改革;② U型设备配置;③ 均衡化生产;④ 生产流程调整顺畅;⑤ 看板管理的贯彻;⑥ 快速换线换模;⑦ 生产计划安排考虑库存消化。
注意点① 库存是万恶之源;② 降低安全库存。3
最长的浪费搬运的浪费
 搬运浪费的表现形式
搬运浪费的表现形式① 必要以外的搬运距离;②
一时的临时堆积,搬运;③
搬运车辆的空车行走;④ 一辆台车不断堆放;⑤ 台车上的空间浪费;⑥ 主辅线中的搬运;⑦ 破损、刮痕的发生。
搬运浪费的发生原因 ① 生产线配置不当;② 工程间衔接不好;③ 坐姿作业;④ 设立了固定的半成品
放置区。解决对策① U型设备配置;② 单件流生产方式;③ 站立作业;④ 避免重新堆积、重新
包装。注意点① 工作预置的废除;② 生产线直接化;③ 观念上不能有半成品放
置区;④ 人性考虑并非坐姿才可以。4
最隐的浪费等待的浪费
 等待浪费的表现形式
等待浪费的表现形式① 自动机器操作中,人员的“闲视”等待;② 作业充实度不够的等待;③ 设备故障、材料不良的等待;④ 生产安排不当的人员等待;⑤ 上下工程间未衔接好造成的工程间
的等待。等待浪费的发生原因 ① 生产线布置不当,物流混乱;② 未均衡化生产;③ 生产计划安排不当;④ 工序生产能力不平衡;⑤ 材料未及时到位;⑥ 品质不良。解决对策① 采用均衡化生产;② 单件流生产、设备保养加强;③ 实施目视管理;④ 加强进料控制,标准手持设定;⑤ 明确人员分工。
注意点① 自动化不要闲置人员;② 供需及时化。5
最多的浪费动作的浪费
动作浪费的表现形式① 物品的左右手交换取用(重复抓取);② 作业中出现错误,进行修改;③ 伸手取远处的部品,甚至走着去取部品;④ 未倒角之产品造成不易装配的浪费;⑤ 动作顺序不当造成动作重复的浪费;⑥ 寻找的浪费。
动作浪费的发生原因 ① 作业流程配置不当; ② 缺乏培训教育;③ 设定的作业标准不合理。解决对策① 单件流生产方式的形成;② 生产线U型配置;③ 标准作业之落实; ④ 动作经济原则的贯彻; ⑤ 加强培训教育与动作训练。 注意点① 补助动作的消除; ② 作业标准; ③ 预定时间标准原则 (PTS)。6
最深的浪费加工的浪费
 加工浪费的表现形式① 超出/低于产品特定需求的精度;
加工浪费的表现形式① 超出/低于产品特定需求的精度;
② 多余的作业项目;
③ 最终工序的修正动作;
④ 频繁的分类、测试、检验;
⑤ 多余不必要的标记。
加工浪费的发生原因 ① 作业内容与工艺检讨不足;② 模夹治具不良;③ 标准化不彻底;④ 材料未检讨。
解决对策① 工程设计适正化;② 作业内容的修正;③ 治具改善及自动化;④ 标准作业的贯彻。
注意点① 了解同行的技术发展;② 公司各部门对于改善的共
同参与及持续不断的改善。7
最低级的浪费不良品的浪费
 不良品浪费的表现形式
不良品浪费的表现形式① 因作业不熟练所造成的不良;② 因不良而修整时所造成的浪费;③ 因不良造成人员及工程增多的浪费;④ 材料费增加。
不良品浪费的发生原因 ① 标准作业欠缺;② 过分要求品质;③ 人员技能欠缺;④ 认为可整修而做出不良;⑤ 设备、模夹治具造成的不良;⑥ 检查方法、基准等不完备。
解决对策① 自动化、防误装置、标准作业;
② 在工程内做出:不接受不良品,不制造不良品,不交付不良品的品质保证“三不政策”;
③ 单件流的生产方式;④ 品保制度的确立及运行;⑤ 定期的设备、模治具保养。
注意点① 能回收重做的不良;② 能修理的不良;③ 误判的不良。

“
降低成本的唯一办法——消除浪费!
“
面对微利时代的冲击,赚一块不如省一块,赚一分钱要看别人的脸色,省一分钱要看自己的角色。 ——郭台铭(富士康总裁,台湾首富)浪费的定义一切不创造价值的活动,
换言之:不能够提高附加价值的部分。1
最大的浪费生产过剩的浪费
生产过剩的表现形式“过量生产MUDA”会产生新的MUDA(二次的MUDA)① 材料、部品被提前吞吃;② 电、空气等能源的浪費;③ 货架与箱子的增加;④ 搬运者、运输的增加;⑤ 会把等待的浪费隐藏起来,掩盖稼动率不足的问题;⑥ 使先进先出的工作产生困难;⑦ 会造成库存空间的浪费;⑧ LEAD-TIME变长(在库增加)。到销售为止的时间变长(转换为钱的速度减慢即现金流减缓)生产过剩的发生原因过量生产的MUDA是所有MUDA产生的原因:① 对于机械故障、不良等的安心保证;② 错误的稼动率向上、外观的能率向上;③ 生产线停线是罪恶的想法;④作业员太多(没有按照TACT-TIME进行生产);⑤ 业务订单预测有误;⑥ 生产计划与统计错误。解决对策① 顾客为中心的弹性生产系统;② 单件流生产线;③ 看板管理的贯彻;④ 快速换线换模;⑤ 少人化的作业方式;⑥ 均衡化生产。
注意点① 设备余力并非一定是埋没成本;② 生产能力过剩时,应尽量先考
虑减少作业人员,但并非辞退人员,而是更合理、更有效率地应用人员。2
最恶的浪费库存的浪费
库存浪费的表现形式① 不良品存在库房内待修;
② 设备能力不足所造成的安全库存;③ 换线时间太长造成每次大批量生产的浪费;④ 采购过多的物料变成库存。造成二次浪费:① 产生不必要的搬运、堆积、放置、找寻、防护处理等浪费的动作;② 使先进先出的作业困难;③ 损失利息及管理费用;④ 物品之使用价值会减低,变成呆滞品;⑤ 占用厂房、造成多余的工作场所、仓库建设投资的浪费;⑥ 造成无形的浪费。隐藏的问题点①
没有管理的紧张感;② 设备能力及人员需求误判;③
对场地需求的误判;④
产品品质变差的可能性;⑤
容易出现呆滞物料。库存浪费的发生原因 ① 视库存为当然;② 设备配置不当或设备能力差;③ 大批量生产,重视稼动时间;④ 物流混乱,呆滞物品未及时处理;⑤ 提早生产;⑥ 无计划生产;⑦ 客户需求信息未了解清楚。水量(在库量)低减,石头(问题)就显现出来
解决对策① 库存意识的改革;② U型设备配置;③ 均衡化生产;④ 生产流程调整顺畅;⑤ 看板管理的贯彻;⑥ 快速换线换模;⑦ 生产计划安排考虑库存消化。
注意点① 库存是万恶之源;② 降低安全库存。3
最长的浪费搬运的浪费
搬运浪费的表现形式① 必要以外的搬运距离;②
一时的临时堆积,搬运;③
搬运车辆的空车行走;④ 一辆台车不断堆放;⑤ 台车上的空间浪费;⑥ 主辅线中的搬运;⑦ 破损、刮痕的发生。
搬运浪费的发生原因 ① 生产线配置不当;② 工程间衔接不好;③ 坐姿作业;④ 设立了固定的半成品
放置区。解决对策① U型设备配置;② 单件流生产方式;③ 站立作业;④ 避免重新堆积、重新
包装。注意点① 工作预置的废除;② 生产线直接化;③ 观念上不能有半成品放
置区;④ 人性考虑并非坐姿才可以。4
最隐的浪费等待的浪费
等待浪费的表现形式① 自动机器操作中,人员的“闲视”等待;② 作业充实度不够的等待;③ 设备故障、材料不良的等待;④ 生产安排不当的人员等待;⑤ 上下工程间未衔接好造成的工程间
的等待。等待浪费的发生原因 ① 生产线布置不当,物流混乱;② 未均衡化生产;③ 生产计划安排不当;④ 工序生产能力不平衡;⑤ 材料未及时到位;⑥ 品质不良。解决对策① 采用均衡化生产;② 单件流生产、设备保养加强;③ 实施目视管理;④ 加强进料控制,标准手持设定;⑤ 明确人员分工。
注意点① 自动化不要闲置人员;② 供需及时化。5
最多的浪费动作的浪费
动作浪费的表现形式① 物品的左右手交换取用(重复抓取);② 作业中出现错误,进行修改;③ 伸手取远处的部品,甚至走着去取部品;④ 未倒角之产品造成不易装配的浪费;⑤ 动作顺序不当造成动作重复的浪费;⑥ 寻找的浪费。
动作浪费的发生原因 ① 作业流程配置不当; ② 缺乏培训教育;③ 设定的作业标准不合理。解决对策① 单件流生产方式的形成;② 生产线U型配置;③ 标准作业之落实; ④ 动作经济原则的贯彻; ⑤ 加强培训教育与动作训练。 注意点① 补助动作的消除; ② 作业标准; ③ 预定时间标准原则 (PTS)。6
最深的浪费加工的浪费
加工浪费的表现形式① 超出/低于产品特定需求的精度;
② 多余的作业项目;
③ 最终工序的修正动作;
④ 频繁的分类、测试、检验;
⑤ 多余不必要的标记。
加工浪费的发生原因 ① 作业内容与工艺检讨不足;② 模夹治具不良;③ 标准化不彻底;④ 材料未检讨。
解决对策① 工程设计适正化;② 作业内容的修正;③ 治具改善及自动化;④ 标准作业的贯彻。
注意点① 了解同行的技术发展;② 公司各部门对于改善的共
同参与及持续不断的改善。7
最低级的浪费不良品的浪费
不良品浪费的表现形式① 因作业不熟练所造成的不良;② 因不良而修整时所造成的浪费;③ 因不良造成人员及工程增多的浪费;④ 材料费增加。
不良品浪费的发生原因 ① 标准作业欠缺;② 过分要求品质;③ 人员技能欠缺;④ 认为可整修而做出不良;⑤ 设备、模夹治具造成的不良;⑥ 检查方法、基准等不完备。
解决对策① 自动化、防误装置、标准作业;
② 在工程内做出:不接受不良品,不制造不良品,不交付不良品的品质保证“三不政策”;
③ 单件流的生产方式;④ 品保制度的确立及运行;⑤ 定期的设备、模治具保养。
注意点① 能回收重做的不良;② 能修理的不良;③ 误判的不良。
“
降低成本的唯一办法——消除浪费!


 浙公网安备 33010802003509号
杭州讲师网络科技有限公司
浙公网安备 33010802003509号
杭州讲师网络科技有限公司




